



数控钢筋弯曲中心要注意哪些方面呢?数控钢筋弯曲中心到位的工作原理为其使用打下了良好的基础,无论是在加工的速度以及效率上还是在动力充足的电机上都有着很好的表现,那么在使用的时候需要注意哪些事项呢? 和一般的机器一样,在使用设备之前需要对其进行简单的检查,首先是设备的固定位置,检查设备的存放位置是不是在平整干净的地方同时确保加工的地方没有人来回走动。如果设备采用的是移动式设计,在使用的时候不要忘记将设备固定好。 数控钢筋弯曲中心的设计和生产极大程度的方便了相关领域的使用,尤其在钢筋的弯曲工艺上有了得力的助手。对于使用者来讲,质量的设备离不开到位的设备购买。
世界上许多大的工程机械制造公司都投入很大的人力和资金对现代设计方法学进行研究,并且应用人机工程学倡导以人为本的设计思想,注重机器与人的相互协调。电子技术在工程机械上的应用大大化简了司机的操作程序,提高了机器的技术性能。利用电子控制可以自动选择机器的作业模式。利用电子监测可以及时发现和排除机器系统的故障。利用电子传感器经电脑处理可以自动检测机器的作业质量。
4、 无论是人工校直还是校直机校直,都有一个共同缺陷,就是施工现场占用面积大。校直机约占十几米的长度,人工校直要占几十米的长度。这在城市施工会有困难。
5、 目前的弯曲成型,较大程度上依赖于手工成型,人工在工作台上通过简陋的手工工具,进行成型。在条件较好的单位或工地上使用弯箍机成型。
6、 由于人工加工及半机械化加工,箍筋的尺寸及角度的一致性不好,分散程度产品用途:建筑工程、钢筋工程。
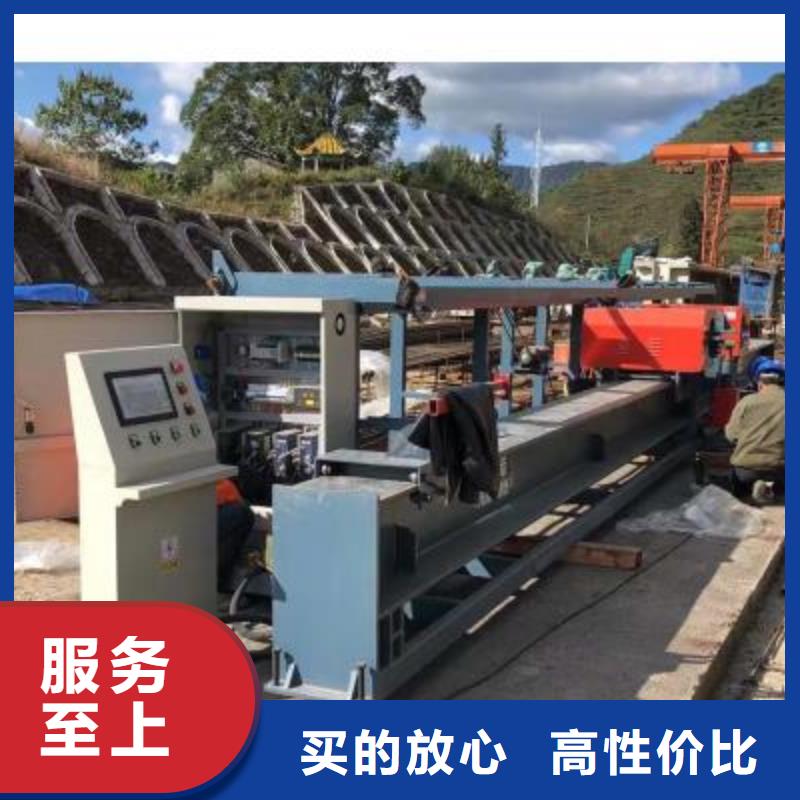
数控钢筋弯曲中心的产品特点:
1、两机同时工作,提率3倍以上。
2、采用CNC控制,加工精度可控制在±1个单位。
3、一人即可完成普通设备6人工作,节省至少5人工资。
4、可存储500种形状,加工时调用即可,任何角度都能弯曲。
5、电控系统采用PLC可编程控制,可实现故障自动识别、图形编辑、技术等功能。
6、电器元件均运行稳定。
7、机架、桩头等均采用合金钢特殊处理,确保使用寿命,降低使用成本。

设备参数:
组成 FHG-10型 FHG-12型 FHG-14型
单根钢筋直径 φ5~φ10mm盘条(三级钢) φ5~φ12mm盘条(三级钢) φ5~φ14mm盘条(三级钢)
双根钢筋直径 φ5~φ8mm盘条(三级钢) φ5~φ10mm盘条(三级钢) φ5~φ12mm盘条(三级钢)
箍筋边长范围 160-----1100mm 160-----1200mm 160-----1300mm
弯曲角度 ±180° ±180° ±180°
牵引速度 75M/min 110M/min 110M/min
弯曲速度 1200°/sec 1200°/sec 1500°/sec
长度精度 ±1mm ±1mm ±1mm
角度精度 ±1° ±1° ±1°
总功率(平均耗电) 16kw
(5kw/h) 23kw
(6kw/h) 23kw
(10kw/h)
产量(参考) 8吨/10小时(1名工人)
1800个/小时 10吨/10小时(1名工人)
1800个/小时 15吨/10小时(1名工人)
1800个/小时
机器总重 1.8吨 约3吨 5吨
外形尺寸 3600x100x1400mm 3600x1200mmx1700mm 5400x1400x1800mm

??(2)钢筋末端需做135°弯钩时,HRB335、HRB400级钢筋的弯弧内直径D不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求。
??(3)箍筋弯钩的弯折角度:对一般结构,不应小于90°;对于抗震要求的结构,应为135°。
??(4)箍筋弯折后平直部分长度:对一般构件,不易小于箍筋直径的5倍,对于有抗震要求的结构,不应小于箍筋直径的10倍。
??新款变频器的钢筋板筋机是离合器型钢筋板筋机结构的改进。包括调直框、大齿轮、小齿轮、弯钩圆盘,其特征在于结构中:双级制动伺服电机与
??变频器直联作一级减速;由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换
 大理钢筋弯曲中心来电咨询
<大理>建贸机械设备有限公司
大理钢筋弯曲中心来电咨询
<大理>建贸机械设备有限公司
工作原理使用的时候,首先把钢筋通过钢筋调直机引入到调直加工品台上端来,然后钢筋通过钢筋捋直孔与钢筋捋直块连接,并且通过调直块的作用,调直块在钢筋调直装置的作用下,可以很好的对于钢筋进行调直作用,并且可以通过配筋箱和变速机的作用下,可以控制钢筋调直机和钢筋调直装置的工作效率,当钢筋进过调直之后,并且到块的时候,此时钢筋调直装置会切断钢筋,此时经过调直之后的钢筋会掉落在开口槽的内部,然后通过配筋箱通过液压电机控制液压装置的工作,可以把钢筋输送到自动转移输送系统中。
辽宁阜新数控立式钢筋弯曲中心生产厂家
本发明的换热筒工装与胀管机构在控制器的指令下配合作业,可以快速完成换热器金属管的胀管操作,其中胀管机构采用滚压胀管原理,能够使胀管后的管口刺;胀管机构相对设置且与待胀管位于同一轴线,同时对同一待胀管的两端进行胀管操作,可使加工后的金属管无位置度偏差,了金属管的合格率以及使用寿命;换热筒工装中多个待胀管的设置,可在一个待胀管胀管完成后,一定角度继续进行下一待胀管的快速加工,当整个换热筒工装上的待胀管全部作业完成之后,直接更换管盘即可,大大了工作效率。